
Hydrogen Heater Capacity Improvement Project
Furnace Improvements (FIS) carried out a Hydrogen Heater (77-H-001) revamp project for a refinery in East Texas. The Hydrogen Heater is a vertical cylindrical heater, built in 1990. The heater was revamped in 2003 for a heat duty of 12.46 MMBtu/hr. The heater was facing acid gas condensation issues during turndown conditions.
Operating data analysis indicated the following:
The heater was operating at an efficiency of 79.4% and absorbed duty of 11.84 MMBtu/hr.
Convection section fins were burned out/fouled, resulting in higher flue gas temperature leaving the convection section.
The temperature of the flue gas leaving the convection section increased continuously with time. At the time of analysis, it was around 100ºF higher than the flue gas temperature at clean conditions.
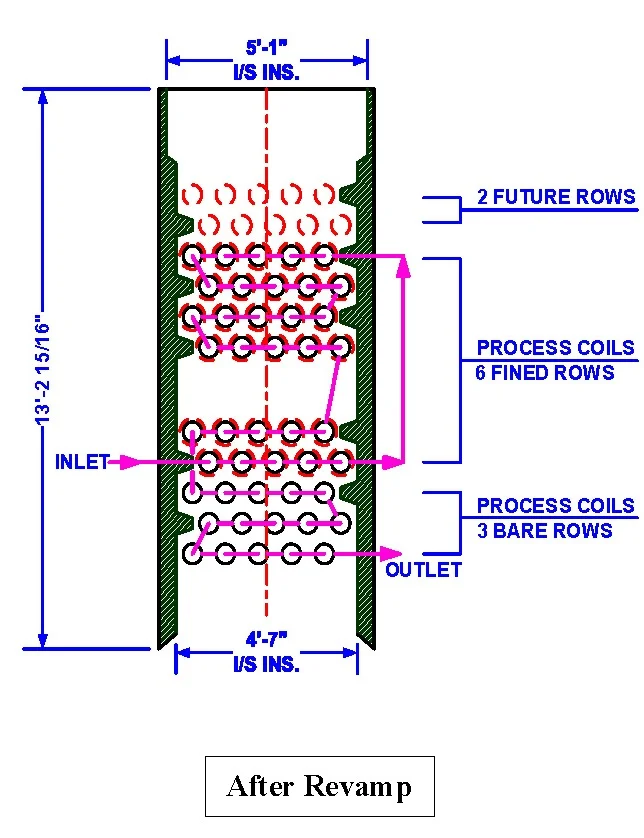
The conventional revamp scheme (preheating the feed in the convection section) resulted in very high fluid pressure drop. The allowable pressure drop is 18 psi and thus, high fluid pressure drop was not feasible. The fin tip temperature and flue gas temperature leaving the convection section were very high for conventional scheme. Thus, FIS redesigned the convection section with FIS patented Split Flow Technology. Also, the stack height was increased by 10ft in order to have desired draft at arch. The revamped heater design heat duty is 14.77 MMBtu/hr. The allowable pressure drop is 18 psi.
The split flow was designed by balancing the heat transfer and pressure drop with the radiant stream. This technology was used to increase the capacity of the heater and to improve its efficiency. In this scheme the feed was heated parallelly in the convection and radiant section. The mainstream flowed through the radiant section. While, the split stream was processed in the convection section. After heating, the two streams were combined at the heater outlet for further processing.
Hydrogen Heater (77-H-001) has the following advantages from the split flow technology:
The capacity of the Hydrogen Heater was increased by 9.7% from the design capacity.
New convection section had more area for absorption and hence more heat duty. Heat duty was increased by 18.5% from the design heat duty.
The pressure drops across the heater was alleviated even at higher capacity, due to this parallel processing.
Flue gas stack temperature was reduced by 270°F.
Efficiency was increased by 11.9%.
Minimum tube metal temperature was ~100 °F higher than the acid dew point.